您好,欢迎访问RTO、RCO、RTO焚烧炉专业制造商-无锡泽川环境科技有限公司!
- 企业邮箱

- 0510-83751142

发布时间:2018-01-26 23:05:00 点击:
RTO焚烧炉专业制造商泽川环境2018年1月26日讯 通过一个工程实例介绍了催化燃烧技术在小风量高浓度VOCs废气治理方面的有效应用,并说明其特点以及注意事项。
1 概述
VOCs(Volatile Organic Compounds)是指沸点在50℃~260℃,室温下饱和蒸气压超过133.3Pa的易挥发性有机化合物[1]。主要来自涂装、印刷、家电、电线电机制造、绝缘材料、造漆等行业在生产过程中排放的污染物。其废气净化处理已愈来愈引起人们的重视。
VOCs废气的排放随生产行业、工业条件的不同,其组成、浓度也各不相同,因此对其治理技术的选用取决于各行业有机污染物的性质、浓度、净化要求及经济性等因素。对VOCs废气的常规处理方法有吸收法、吸附法、膜分离法、冷凝法、燃烧法、生物法、脉冲电晕法和高级氧化法等[2]。而对于小风量(<5000m3/h)、高浓度(2000~8000mg/m3)且排放稳定的有机废气来说,目前最成熟、最彻底的治理技术是直接燃烧法和催化燃烧法。
直接燃烧法亦称为热力氧化法或热力燃烧法,是利用石油气或柴油等辅助燃料燃烧放出的热量,使有机废气在500℃~800℃和停留时间为0.3~0.5s的条件下直接燃烧而转变为无害的H2O和CO2。但因采用该方法的起燃温度高,对设备材质要求也相对较高,而且需要添加辅助燃料加热,能耗大、运行费用高,因此在实际应用中受到限制。
催化燃烧法是目前世界上有机废气处理技术研究领域中最为活跃的一个方法[2],其工作原理是在铂(Pt)、钯(Pd)等贵金属催化剂的作用下,使废气中的有机污染物在较低的温度下(通常为220℃~300℃)和较短的反应时间内(0.05~0.2s)转化成无害的H2O和CO2气体。其反应方程式如下:
|
与直接燃烧法相比,催化燃烧法由于温度降低,允许使用标准材料(如Q235-A)来代替昂贵的特殊材料,因此可大大降低设备费用,同时由于起燃温度降低,可节约预热能量,减少运行操作费用。
2 催化燃烧废气治理技术
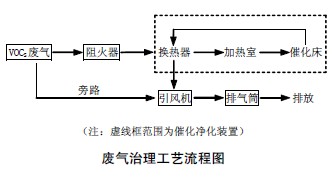
催化燃烧废气治理系统主要由阻火器、热交换器、加热室、催化床、引风机、电控柜及安全报警装置等组成。
以广东某烘漆废气治理工程为例:
广东某精密制造有限公司是一家中日合资大型企业,专业生产空调、电冰箱使用的制冷压缩机。在加工过程中,外壳等部件经电泳浸漆后入烘房烘干,烘房在工作时溶剂蒸气不断挥发,为保证其溶剂蒸气浓度处在安全范围内,必须进行排风,并补充部分新鲜空气,排出的废气中含有浓度高的有机溶剂,通常为苯、甲苯、二甲苯等有害物质,因而必须经处理后方可排入大气。该企业的废气排放量为3000m3/h,入口废气浓度为3000~4000mg/m3。采用催化燃烧净化工艺处理,可取得显著效果。
废气治理工艺流程如下图所示。
|
工作原理:系统正常工作后,温度约为50℃的喷漆废气经阻火器进入催化净化装置,在板式热交换器内与高温尾气进行热量交换,经预热的废气进入加热室(内设有电加热管)进一步升温至250℃左右,达到起燃温度的废气继续进入催化床内,在贵金属Pt、Pd催化剂的作用下,使有机溶剂完全氧化分解为H2O和CO2,并释放出大量反应热,可维持催化燃烧所需的起燃温度,达到热平衡。所排放的高温尾气可达300℃以上,通过板式热交换器将高温尾气与进口低温废气进行热量交换,部分热量得以回收,减少了预热能耗。经回收部分热量的高温尾气在引风机抽力的作用下通过排气筒达标排放。系统达到热平衡后自动关闭电加热装置,此后,催化燃烧系统就靠废气中的有机溶剂燃烧时产生的热能,在无须外加能源的基础上使催化燃烧继续进行直至结束。
考虑到净化装置需要维修,在过滤阻火器前设置旁路管和旁路阀。主要设备配置如下:
(1)催化净化装置
型号:HC-Ⅲ,1台;风量:3000m3/h;功率:72kW;外形尺寸:1160×1410×2300(mm)。
(2)引风机
型号:YX9-35NO6.3C,1台;风量:6984m3/h; 全压:188mmH2O;功率:7.5kW。
(3)自控系统
外形尺寸:460×800×1800(mm),1套;具有超温报警功能。
3 运行情况
该系统自投产使用以来,运行安全可靠,性能稳定,难闻气味得到了有效去除,净化效率在98%以上。其温度控制方面情况如下:
(1)当加热室温度<246℃时,两组电加热管同时工作;
(2)当加热室温度在246℃~251℃时,只有一组加热管工作;
(3)当加热室温度>251℃时,两组电加热管同时停止加热,同时引风机自动投入运行;
(4)催化床反应温度控制在300℃左右;
(5)当催化床温度>350℃时,设备会自动声光同时报警。
4 工艺特点和优点
(1)催化净化装置为整体结构,主要由板式热交换器、加热室和催化床三部分组成,另附有两个热电偶,分别用来测量加热室温度和催化床温度。
(2)为了充分利用催化燃烧过程中产生的大量热量,在装置中设置了板式换热器,并将其热量用于加热进入催化床的有机废气,以减少能耗。
(3)在有机废气进入催化净化装置前,加装旁路管和旁路阀。在净化设备正常运行时,该旁路阀处于关闭状态;当净化设备需要维修时,该阀开启,不会因净化装置故障而影响车间的正常生产。
(4)采用优质金属Pt、Pd镀在蜂窝陶瓷载体上作催化剂,气体流动阻力小、反应起始温度低、催化剂活性高、空速适应范围宽。当烃类等有机物浓度在2000~8000mg/m3范围内,空速10,000~30,000h-1、反应气入口温度180℃~300℃的条件下,净化效率≥98%。耐热性能好,可耐受900℃高温的短时期冲击。使用寿命长,一般不少于7200h。
(5)起燃温度低。有机废气在通过催化床时,碳氢分子和氧分子分别被吸附在催化剂表面并被活化,因而能在较低温度下迅速完全氧化分解成H2O和CO2,且在达到起燃温度后,在无需外界供热的条件下,装置仅靠废气中有机溶剂燃烧时产生的热能,即可维持催化燃烧所需的温度。与直接燃烧法相比,其起燃温度约低一半,因而能耗少得多。
(6)预热15~35min全功率加热,工作时只消耗风机功率即可。废气浓度较低时,自动间歇补偿加热。
(7)安全设施完备:有阻火器、泄压孔,超温报警等保护设施。
(8)不会造成二次污染。由于净化率一般都在98%以上,加之温度低,能大大减少NOx生成[3]。
5 注意事项
(1)选用蜂窝状催化剂
催化剂有颗粒状和蜂窝状。颗粒状催化剂压降大,而且因与载体间相互摩擦,会造成活性组分磨耗损失,因此建议不采用。蜂窝状催化剂是比较理想的催化剂,其具有较高的比表面,压降小,机械强度高,耐磨、耐热冲击。
(2)防止催化剂中毒
催化剂中毒是指催化剂由于某些物质的作用而使催化活性衰退或丧失的现象,可分为暂时性中毒和永久性中毒[4]。如果遇到由于催化床温度过低,或废气中可燃物浓度过高,或突然停电等原因造成催化剂表面结炭会引起暂时性中毒,可在再次开机时将催化床前的预热温度提升到500℃左右并通新鲜空气1~2h,即可恢复或部分恢复催化剂活性。但某些化学物质(如含S、Pb等有机或无机物)对催化剂的破坏作用很强,会导致催化剂的永久性失活,无法恢复,因而需要特别注意。
(3)设置补鲜风阀
在催化净化装置前要设置补鲜风阀,当催化床温度高于某一设定值时,打开此阀,补充冷空气,将催化床温度控制在一定范围内,可延长设备和催化剂的使用寿命。
6 结论
(1)实践证明,采用催化燃烧技术治理小风量高浓度VOCs废气是成功有效的。该技术具有工艺简单、操作方便、起燃温度低、节约能源、处理效率高、不会造成二次污染、设备体积小、占地面积少、运行安全可靠等优点。
(2)催化剂建议选用蜂窝状催化剂,在使用过程中要注意防止催化剂中毒以延长催化剂的使用寿命。
参考文献: