您好,欢迎访问RTO、RCO、RTO焚烧炉专业制造商-无锡泽川环境科技有限公司!
- 企业邮箱

- 0510-83751142

发布时间:2018-01-07 19:38:00 点击:
导读:汽车生产过程涉及到涂装工艺,涂装的目的是使车身美观。漆面需要光泽、鲜艳性、质感等美的功能,这些在决定汽车的商品价值上起着重要的作用。
背景
广州本田汽车有限公司(下称广州本田)由广州汽车集团公司和本田技研工业株式会社按50:50股比出资组建,于1998年7月1日正式挂牌成立。
广州本田拥有黄埔工厂和增城工厂两个厂区,占地160多万平方米,拥有研究开发中心、排放实验室等技术研发部门和冲压、焊装、涂装、总装、整车检测等生产车间,并有物流配送中心、专用铁路发送中心、综合培训中心和商务中心等配套设施。两厂最大产能为48万辆/年,目前,黄埔工厂产能已达到满负荷24万辆/年,增城工厂仍处于磨合生产阶段,负荷为6万辆/年,生产的轿车有雅阁(Accord)、奥德赛(Odyssey)、飞度和思迪(City)等四个系列21种车型。至2008年12月,广州本田累计产销超过150万辆汽车,是我国第五家累计产销超150万辆乘用车的企业。
广州本田整车生产包括冲压、焊装、涂装、总装、检验等工段。冲压工段主要是对钢材进行冲压,制造汽车车身外壳构件。
焊装科主要承担车身总成及主要大件总成的生产。涂装工段包括底漆、中涂、面涂等三个阶段,采用前处理、磷化、喷涂、喷漆等工艺对车身进行表面处理,主要目的是提高车身的防护性和装饰性,增强车身防腐蚀能力,改善车身外观。总装、检验工段主要承担轿车的部件预装、分装合成、车身内饰、底盘装配、整车总装、调整、检测、返修、精饰及发送工作。整车工艺过程产生的环境污染包括废水、废气、废溶剂、废渣、噪音(如图一所示)。

广州本田以成为“社会期待存在的企业”为经营理念,以“安全、环保、节能”为目标,针对各个污染环节,通过导入先进的生产设备,实施节能改造,完善资源再生系统,达到节能、减排、增效的目的。具体措施包括:
1厂内废水经处理后回用,其增城工厂成为国内汽车行业第一个实现生活污水和生产废水零排放的工厂,黄埔工厂目前的废水回用率也达到60%,水污染物排放总量逐年下降;
2焊接工段应用了整体空气净化技术,加大了空气置换力度,提高了除尘效果,解决了悬浮颗粒物对车间环境的影响问题;
3在新车测试工序应用尾气收集装置,而不效仿国内多数企业将试车尾气直接排放的做法,改善了生产车间的空气质量;
4增城工厂在涂装工段采用水溶性材料,使挥发性有机物产生量降低到20克/平方米,达到国际先进水平;
5通过提高资源利用效率,削减固体废弃物的产生,如实现PP废料在生产线内再利用,将固体PP废料产生率控制在4%以下;又如,将塑料废料、金属废料交由塑料、五金生产加工企业,作为桶、瓢等器具的生产原料,构建资源综合利用产业链;
6通过合理调整设备布置,采取隔音、消音、减震措施,使噪音污染达到国家规定的厂界噪音标准。
广州本田先后通过了ISO9002质量管理体系认证、ISO14001环境管理体系认证和OHSAS18000职业健康安全管理体系认证,并以“绿色采购”、“绿色销售”带动上游供应链和下游销售链共同打造“绿色产业链”,形成独特的“广本环保模式”。
问题的提出
在汽车涂装工艺中,为了烘干喷涂在车身上的油漆,需利用较高的温度进行烘烤。烘烤过程在密闭的烘房中进行,烘房温度控制在140~160℃。烘烤中一方面需补入新鲜外气,使烘房内气体流动,促进热能的有效利用;另一方面为达到风量平衡,烘房必须向外排出部分气体(见图2)。

由于烘烤过程中会产生VOCs(挥发性有机化合物),直接排放将造成大气污染,同时,废气余热不能得到有效利用。广州本田提出“RTO焚烧炉处理涂装有机废气及余热回收”循环经济工艺推进模式,达到VOCs减排和热能回收的目的。
(1)烘房废气经RTO焚烧炉处理后排放要对烘房产生的有机废气进行高温处理,在烘房废气排气口导入RTO炉(蓄热式高温燃烧炉)可达到目的(见图3)。
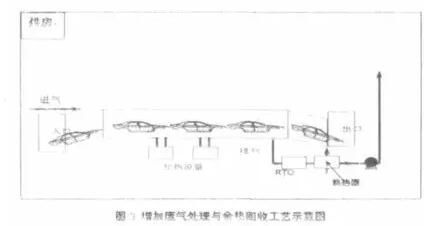
RTO焚烧炉内部可达到800℃的高温,通过对废气量的衡算,设置合理的废气停留时间,即可将有机废气进行有效去除RTO炉的启动和维持均使用LPG(液化石油气),炉内有蓄热陶瓷,可将VOCs燃烧过程产生的热能加以储存,降低LPG的消耗。当炉内温度不能达到目标温度(800℃)时,系统自动启用LPG燃烧系统。
对RTO焚烧炉气体进出口及炉内的温度进行测试(见图4),测得气体入口(A点)气温为137℃,炉内(B点)气温为794℃,气体出口(C点)气温仍达到229℃左右,因此,这部分热能仍可增设换热器回收利用。
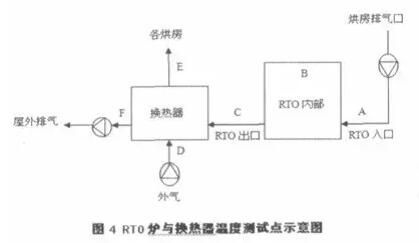
(2)RTO焚烧炉烟气余热回收后排放鉴于RTO炉外排烟气温度较高,可进行烟气余热回收。为此,在RTO炉系统中增设蓄热式高温燃烧炉换热器,由RTO炉排出的烟气与待进入烘房的新鲜外气进行热交换,降低烘房能耗(见图4)。增设了换热器后,测得D点温度为30℃,E点为110℃,F点为90℃。这样就将RTO出口(C点)外排的烟气温度从229℃经热交换回用后下降到90℃(F点)。
绩效分析
该工艺改造总投资162万元,广州市环保局补助40万元,年产生直接经济效益约85万元,投资回报期为27个月。
“RTO焚烧炉处理涂装有机废气及余热回收”模式,构建了“烘房(有机废气)———RTO炉(热能)———烘房”的热能系统内部循环,通过RTO炉及换热器作用,使加热设备的LPG用量下降了7%。
该工艺模式可对烘房产生的有机废气进行有效处理,将废气中VOCs的化学能转化为热能,并回用于系统内,减少了外排大气污染物,同时减轻了环境热污染。采用RTO和换热器系统,每年节省LPG100吨,间接减少CO2排放约300吨。该循环经济模式如图5所示。

点评
广州本田提出并实施的“RTO焚烧炉处理涂装废气及余热回收”模式,有效去除涂装车间产生的有机废气,既减少了污染物的排放,降低了企业生产过程对环境的影响,又实现了较大的经济效益,使经济效益、环境效益得到了良好的结合,是一种值得大力推广的循环经济模式。该模式对汽车及零部件、家用电器、塑料五金、家具、电子、灯饰、建材等行业开展循环经济实践具有参考和借鉴意义。