您好,欢迎访问RTO、RCO、RTO焚烧炉专业制造商-无锡泽川环境科技有限公司!
- 企业邮箱

- 0510-83751142

发布时间:2017-12-20 22:00:00 点击:
摘要:羧基丁苯胶乳(XSBRL)生产过程中排出含有少量未反应原料(苯乙烯,丁二烯,丙烯酸)和挥发性有机物(VOC)等废气,如何处理这部分废气,在环境污染日益严峻的情况下显得非常迫切和重要。本文介绍了一种蓄热式氧化焚烧炉(RegenerativeTher-malOxidizer,RTO焚烧炉)在废气处理上的应用,该技术是蓄热式燃烧技术和废气焚烧技术的完美结合,在羧基丁苯胶乳生产线上率先得到应用。
羧基丁苯胶乳(XSBRL)是丁苯胶乳(S/BLatex)的改性产物,是以苯乙烯、丁二烯、不饱和羧酸(如丙烯酸或甲基丙烯酸等)及各种助剂的作用下经乳液共聚而成带有蓝紫色光泽的乳白色合成胶乳(水分散体),能与水、颜料、助剂等其它粘合剂及填充料混溶性较好,特别是加人了极性基因(羧基)后,使产品粘接性、适用性、成膜性大大提高,具有良好的机械和化学稳定性,有较强的粘结力,是一种优良的水基粘合剂,羧基丁苯胶乳广泛用于铜版纸、终底纸板、造纸、木材、喷胶棉、服装、地毯、无纺布、制革和建筑防水等领域。
而针对生产过程中排出含有少量未反应原料(苯乙烯,丁二烯,丙烯酸)和挥发性有机物(VOC)等废气的处理,多采用水汽分离器排气管排出,通过锅炉焚烧后高空排放,而随着节能环保的要求不断提高,一种新型的废气处理装置一一蓄热式氧化焚烧炉(RegenerativeThermalOxidizer,RTO焚烧炉)在羧基丁苯胶乳生产线上率先得到了应用。
蓄热式氧化焚烧炉英文名为“RegenerativeThermalOxidizer“,简称为“RTO焚烧炉”。
其原理是可燃烧的有机物废气在760—1000。C度发生热氧化反应,生成二氧化碳和水。废气首先通过蓄热体加热到接近热氧化温度,而后进入燃烧室进行热氧化,氧化后的气体温度升高,有机物基本上转化成二氧化碳和水。净化后的气体,经过另一蓄热体,温度下降,达到排放标准后可以排放,同时另一蓄热体也能被净化后的废气加热,不同蓄热体通过切换阀或者旋转装置,随时间进行转换,分别进行吸热和放热,从而保证RTO焚烧炉连续稳定地周期性运行。本文介绍的首次在羧基丁苯胶乳生产线废气处理装置RTO为3室蓄热氧化焚烧炉。
1、RTO主要设备及处理过程
1.1、RTO主要设备
新鲜风风机,助燃风机,3个蓄热室,1个燃烧室,6个主气流切换阀,2个除沫器,一套燃烧系统,一套PLC自动控制系统。废气处理过程:RTO焚烧炉启动后,首先新鲜风风机启动对蓄热体及燃烧室进行预吹扫180s,将焚烧炉内的残留废气排出,然后燃烧系统内的点火器点火在燃烧室升温,一般燃料可以采用天然气,液化气。升温至780℃便进入待处理模式,如果废气风机出口可燃气体探测器FI’A(Flammabilityanalyzer)读数≤25LEL%则自动切换进入处理模式。
1.2、处理模式三个阶段
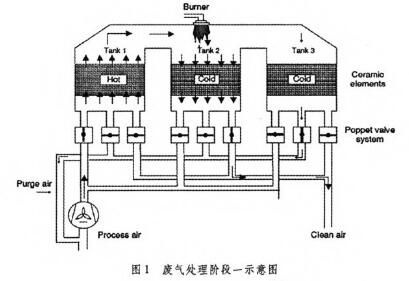
I.2.1、阶段一
废气通过蓄热体1被预加热,然后进入燃烧室燃烧,蓄热体3中残留未处理废气被净化后的气体反吹回燃烧室进行焚烧处理,分解后的废气经过蓄热体2排出,同时蓄热室2被加热。
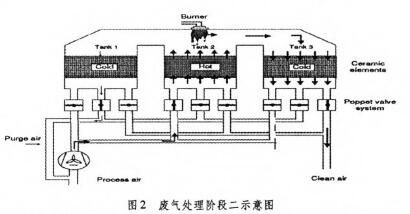
1.2.2、阶段二
废气通过蓄热体2被预热,然后进人燃烧室燃烧,蓄热体1中残留未处理废气被净化后的气体反吹回燃烧室进行焚烧处理,分解后废气经过蓄热体3排出,同时蓄热室3被加热。
1.2.3、阶段三
废气通过蓄热体3被预热,然后进人燃烧室燃烧,蓄热体2中残留未处理废气被净化后的气体反吹回燃烧室进行焚烧处理分解后废气经过蓄热体1排出,同时蓄热室1被加热。

如此周期性运行。废气在燃烧室内氧化分解属RTO焚烧炉长期处于自燃状态,最大的保证能量循环利于放热反应,当燃烧室内温度超过850。C,则不需要用。燃料进行加热,通过进口废气浓度的调节可以保持RTO长期处于自燃状态,最大的保证能量循环利用。
2、RTO处理前后废气组成
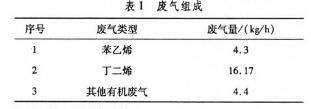
2.1、废气主要在羧基丁苯胶乳生产过程的汽提部分产生,在该工序,未参加反应的原料大部分被真空汽提出来,释放到废气管线中,主要成分见表1。
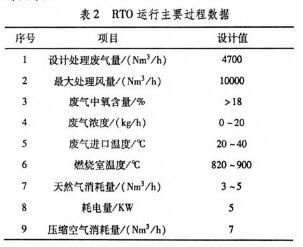
2.2、RTO运行参数
RTO焚烧炉运行主要过程数据运行成本,在废气平均负荷为4700Nm3/h的情况下,每年的运行成本是10万元,远比锅炉焚烧及其他方法节省。
2.3、根据检测,RTO处理后的废气完全达标排放,详见表3。

3、RTO的控制
RTO焚烧炉控制系统采用西门子S7PLC程序控制。可分为自动/手动,就地/远程操作,较常见的是自动就地控制,因为大部分报警都需要现场确认故障原因,如:压缩空气压力低,浓度高报等,本文介绍的RTO控制完全由PLC控制,燃烧室,蓄热体的温度,RTO进出口差压,进气温度,浓度,排出净化气温度,各切换阀门运行状况,风机频率,速度等都可以通过PLC控制面板监控,系统本身已经设置好温度,压力等报警上下限,保证装置在安全条件下运行。
4、结语
根据RTO在羧基丁苯胶乳生产线上近2年的应用,其优点如下
(1)净化效果高,三室可以达到99%;
(2)换热效果高,排气余温低,主要因为陶瓷蓄热体比表面积较大(689m2/m3);
(3)废气处理量灵活可变,RTO焚烧炉处理能力最大风量为10000Nm3/h,当生产过程中废气释放量较少时可以降低风机频率,相应地当废气浓度较高时可增大新鲜风的补充量,降低废气浓度,保证燃烧室内废气浓度。
(4)操作费用低,一定时间内不需要补充燃料,能量重复利用;
(5)PLC自动控制,操作简单,稳定性高。
随着节能降耗及环保要求的不断提高,RTO焚烧炉将在丁苯胶乳生产线上得到广泛应用。