您好,欢迎访问RTO、RCO、RTO焚烧炉专业制造商-无锡泽川环境科技有限公司!
- 企业邮箱

- 0510-83751142

发布时间:2022-12-10 09:51:00 点击:
RTO焚烧炉、RTO、RCO专业生成厂家无锡泽川环境2022年12月10日讯 这里是洁净厂房设计和施工俱乐部,今天分享的是<RTO废气处理两塔式、三塔式、旋转式比较>




RTO燃烧系统包含点火控制器、UV火焰探测器、助燃风机以及助燃比例调节阀组、燃烧机和阀组仪表。

燃烧机的选型需要计算系统的热平衡,也就是RTO自运行能耗和废气热值的关系,另外一点单独采用RTO系统冷启动能耗往往就是燃烧机的选型依据。对于组合工艺系统,需要进行计算系统热平衡。
值得注意的是,系统计算的时候需要包含助燃风机的能耗。这也是很多厂商忽略的,导致理论计算和实际运行偏差过大。
为了实现高效节能,不仅在RTO切换阀上下功夫。在其他方面的设计,各个厂商也有所差异。两塔式由于没有处理残留气体会导致去除效率下降,通过设置缓冲罐(吹扫塔)的形式来解决,从而可以提高去除效率。

三塔式RTO系统往会配置反吹风机,进行反吹。但是也用利用RTO风机进行回流(如下图),或者采用回流风机进行气体回流。与反吹式的气流方向不一样。
由于VOCs工况的复杂性,往往单一工艺不能解决实际问题。采用燃烧工艺的工况,往往还需要搭配冷凝系统或吸附系统。如冷凝+RTO,沸石转轮+RTO组合工艺。
针对不同的行业废气排放特征,RTO技术的应用也需要进行适应性变化。比如精细化工领域的RTO,不仅需要考虑安全系统的连锁设计,更加考虑切向阀材质、蓄热体堵塞、炉膛超温等问题。
以上简单为大家介绍RTO系统组分和一些设计浅谈,更多分享还请关注我们。
|
序号 |
内容 |
RTO-两塔式 |
RTO-三塔式 |
RTO-旋转式 |
活性炭 |
催化氧化 |
|
1 |
进风阀形式 |
Damper风阀
|
Damper风阀
|
旋转阀
|
活性炭过滤器+箱体+风机 |
贵金属催化网+风机 |
|
2 |
价格 |
低 |
高 |
高 |
低 |
中等 |
|
3 |
占地面积 |
小 |
大 |
小 |
小 |
小 |
|
4 |
VOC去除效率 |
96%-98% |
≥99% |
≥99% |
90% |
95% |
|
5 |
系统压力变动 |
大 |
小 |
小 |
小 |
小 |
|
6 |
处理风量能力 |
大(增加陶瓷蓄热塔) |
大(增加陶瓷蓄热塔) |
≤100,000Nm3/h |
≤10000NM3/H |
≤10000NM3/H |
|
7 |
VOC排放 |
当RTO系统入口废气VOC浓度超过一定值时,一小时内VOC排放平均值会超标。 |
达标排放 |
达标排放 |
初期可达标,长期需更换活性炭(危废) |
达标排放,处理浓度小 |
|
8 |
运行成本 (同等VOC浓度,辅助燃料气) |
相同 |
相同 |
相同 |
中等(含更换活性炭及处理) |
催化网需定期更换 无危废产生 |
|
运行成本 (同等VOC浓度,电能消耗) |
低 |
低 |
又可能会高(RRTO陶瓷蓄热体床层压损高一些,同等工况其RTO风机功率会高一点,但由于是沸石转轮之后,废气量相对较小,其高出电能消耗也不会太多。) |
|
|
|
|
9 |
进风阀使用寿命 |
10年以上(阀体结构无直接硬摩擦,主要是阀杆的密封圈的更换) |
10年以上(阀体结构无直接硬摩擦,主要是阀杆的密封圈的更换) |
3年左右(主要是阀门的结构造成密封面的硬摩擦,导致最终RTO系统的进气,吹扫气和排放气的泄漏和混合。) |
无 |
|
|
10 |
进风阀维护 |
日常维护和更换非常简单 |
日常维护和更换非常简单 |
日常维护非常简单,更换非常困难,需要涉及到RTO陶瓷蓄热体结构。 |
|
|
|
11 |
日常维护工作量 |
中(阀门多,主要维护工作量是阀门气缸和阀杆的密封。) |
大(阀门较多,主要维护工作量是阀门气缸和阀杆的密封。) |
小大(仅1个阀门,日常维护量低,但阀体的磨损不可修复,只能更换,而更换旋转阀的工作极其大,无亚于更换整个旋转炉体。) |
少 |
少 |
|
12 |
更换陶瓷蓄热体 |
方便(每个陶瓷蓄热塔都有人工口) |
方便(每个陶瓷蓄热塔都有人工口) |
相对困难(陶瓷蓄热体分割比较多,给人工施工带来诸多不便,且仅1个人工口。) |
|
|
RTO是蓄热式焚烧处理有机废气装置的简称。现在市场上对VOCs的大量处理工艺,例如膜分离、活性炭吸附、高沸点溶液吸收、生物转化、冷凝回收和热力氧化等方法中,蓄热室热力氧化炉(RTO)具有去除效率高、经济适用性强,且热能利用效率比传统的直燃式氧化炉提高70%左右等优点,是目前企业解决VOCs的有效手段。
但因各企业情况的不同,RTO应用也存在局限性,在投入生产使用时,由于操作失误、设备缺陷、设计处理风量过小、沉积物清理不够及时、收集系统设计不合理等多种原因发生过生产安全事故。
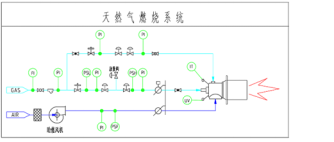
根据相关资料,该企业生产方式为间歇性生产,事故发生时仅POP、PL1/PL2产品的工艺废气通过DN50~DN350不等的金属管道进行了收集(主要污染物为环氧乙烷、环氧丙烷、三甲胺、异丙醇、苯乙烯、丙烯腈等),废气收集后通过引风机进入RTO焚烧,该RTO为R-RTO(旋转式蓄热焚烧炉)。废气收集、处理的详细流程如下图所示。

真空泵出口尾气排放温度过高,而有机物沸点较低,同时新鲜空气补充不足,污染物排放浓度过高,外加环氧丙烷、环氧乙烷的化学性质活泼,最终导致接入焚烧炉中的废气达到相应爆炸极限,从而造成爆炸事故的发生。

不同温度下有机物饱和浓度安全性分析
2、间接原因


车间废气采用喷淋吸收预处理工艺的,易带有大量饱和水蒸气,废气输送管道应依据《石油化工金属管道布置设计规范》要求,设计管道坡度,并在管道拐角和低点设置排凝点,定期排凝,避免管道内积液现象的产生。
产生VOCs废气含有酸性或碱性组分的企业,为防腐需要采用玻璃钢、PP、PE管材输送废气,并在RTO引风机前才进行酸/碱处理,在上述过程中,废气输送管道一般距离较长、气体流速较快,管道内可能因产生的静电大量积聚易引发爆炸等安全事故。此类废气宜在各车间先进行酸碱预处理,然后采用金属管道,并依据《石油化工静电接地设计规范》(SH/T 3097-2017)的要求,做好管道法兰跨接和静电接地。
设备设施完好,是RTO装置安全稳定运行的物质基础。《安全生产法》第三十六条明确规定“生产经营单位必须对安全设备进行经常性维护、保养,并定期检测,保证正常运转。维护、保养、检测应当做好记录,并由有关人员签字”。在实际运行过程中,存在安全设施不能正常投用、操作记录与实际运行状态不一致、设备设施检查维护缺失、操作方式不当等隐患。
新风阀门不能正常投用。
如某些企业存在正常投用的RTO,新风阀门无气源、电源,即使可燃气体检测仪信号接入RTO程序控制系统,在联锁动作时新风阀门也不能及时打开进行稀释。(如下图所示)



设备设施检查维护缺失。
如某企业碱洗塔pH计外壳腐蚀严重,无法观察显示的数值。可能因碱液浓度低影响处理效果,造成RTO内部腐蚀,带来RTO设备变形、坍塌、废气泄漏等安全风险。pH计因长期在酸(碱)环境中工作,一般连续使用2个月后显示就会出现较大的误差,需要人工分析(或标注溶液校准)。
另外,某企业燃料油泵过滤器装错方向,可能造成燃烧器喷嘴堵塞,影响RTO正常运行。

操作方式不当等,部分企业将废气引风机频率设置了“手动”状态。
该操作方式无法满足精细化工企业间歇生产的特点,可能造成废气总管压力剧烈波动。若车间未设置引风机,废气可能会反串;车间设置了引风机,可能造成废气总管超压泄漏。
EHS人都知道,大多数有机废气VOCs都属于易燃易爆气体,所以在处理有机废气时须格外小心,尤其蓄热式焚烧RTO设备的使用单位一定要注意并解决好安全问题!小编做了相关检索,近年来RTO爆炸事故时有发生,事故原因虽有不一,但主要还是由于系统中的废气遇点火源引发爆炸,具体案例请往下看!

案例一:2019年6月15日17:00安徽某制药厂临时停产,停产后RTO系统按规程停机。该厂于次日8:00投料复产,RTO系统同时开机并升温,此时旁通阀开启、废气导入阀关闭,废气经RTO系统旁路净化系统处理达标后高空排放;RTO炉经吹扫并加热至800℃后,旁通阀关闭,废气导入阀开启,废气进入RTO炉,系统压力、温度等一切正常。废气导入2h后RTO系统发生爆炸,爆炸声前后两次,间隔时间较短,一处位于RTO炉及相邻风机,另一处位于系统前端废气收集管道【VOCs作为可燃物,能够与氧气在一定的浓度范围(爆炸极限)内形成爆炸性预混气,遇到点火源(明火、电火花、静电火花、高热物等)会发生爆炸或燃烧,并释放大量的热和气体】。事故导致RTO炉右侧蓄热室钢结构、保温棉、蓄热陶瓷和RTO炉近端的引风机、风管严重损坏,较远端风管脱落,并引燃周边干燥物,所幸无人员伤亡。



如下图所示,近日南通市应急管理局发函:关于转发《蓄热式焚烧炉(RTO炉)安全要点》(通应急函[2020] 13号),内容为国务院督导组反馈的8项RTO炉安全要点,要求相关企业贯彻落实:

一、RT0炉安全设施应与主体工程同时设计、同时施工、同时投入使用。在用RTO炉应补充进行安全风险评估论证:对于废气成分复杂的,应进行HAZOP分析并采取相应的安全措施。
二、RTO炉可通过设置缓冲罐、调整风量等预处理设施,严格控制RTO炉入口有机物浓度和流速,保证相对平稳、安全运行。
五、RTO炉应设置PLC或DCS控制系统(视情况可设置安全仪表系统),对风机、阀门、燃烧器、炉膛和废气管道等设备设施的关键参数进行实时监控和联锁。关键设备安全仪表系统应不低于SIL2标准设计。
八、RTO炉应设置UPS备用电源和压缩空气储气罐。对于浓度较高且含有低燃点物质的应急排空管道,严禁与高温排空管道共用烟囱排放。
▼▼▼
九、源头消减
2、降浓:储罐呼吸气、冷凝器不凝气等浓度较高,直接接入风管极易形成达到爆炸极限范围的预混气,可通过计算一定温度时某成分饱和蒸气压下的浓度,并将其稀释至爆炸下限(LEL)的25%设计风量;设置缓冲罐并补充新风,确保进入RTO系统的废气浓度低于其25% LEL。
1、导静电:风管、风机等废气输送设备设施在不腐蚀情况下尽量选择刷有石墨涂层的玻璃钢、碳钢或不锈钢材质,并跨接、接地;同时避免直角弯头及弯头处尖角,防止废气输送过程中因摩擦起静电而无法导出。
2、排积液:废气常因洗涤塔除雾效果不佳或冷却作用而在风管中形成积液,积液中含有VOCs并不断挥发至废气中,存在浓度升高现象,须定期排出。
3、测浓度:在RTO系统前一定距离设置在线(实时)浓度检测仪,并与RTO系统废气导入阀、应急排空阀连锁控制,距离根据检测仪响应时间确定,当废气浓度超过25%LEL时,废气导入阀关闭,应急排空阀开启,防止高浓废气进入RTO系统。
4、泄爆:风管每隔一定间距设置泄爆阀,泄爆阀压力低于风管承受应力;RTO系统前置洗涤塔在保证有效使用情况下选用低强度材质制作,以便爆炸发生时及时泄压,减少爆炸损失。
1、双旁通设计:对RTO系统设置冷旁通、热旁通,其中冷旁通与浓度检测仪、废气导入阀、应急排空阀连锁,当浓度超过25%LEL时,废气导入阀关闭,废气无法进入RTO系统;应急排空阀开启,废气经冷旁通处理达标后排放。热旁通与新风阀、温度仪、压力计连锁,当RTO炉内温度、压力异常时,新风阀开启,稀释浓度降温降压,热旁通阀开启,部分高温废气直接从氧化室排出,经混合器降温冷却后排至烟囱,确保RTO系统安全连续运行。
2、双流场模拟:RTO炉设计时对废气进行气流场和热流场模拟,其中气流场模拟确保RTO炉内无死角,废气能够均匀流畅通过,避免局部湍流或浓度过高;热流场模拟确定陶瓷装填量,选择适宜热回收效率,避免RTO炉蓄热室冷端温度过高,减少安全隐患。
3、阻火:在RTO炉前端和生产车间后端风管设置阻火器、水封等,防止RTO炉或风管爆炸回火至前端或车间,减少事故损失。
